|
Grundkenntnisse |
| In diesem Kapitel werden kurz die Grundlagen erläutert, die nötig sind, um die
beim Umbau vorgenommen Arbeitsschritte zu verstehen. |
|
| Ein Schrittmotor arbeitet grundsätzlich nach dem Prinzip eines Synchronmotors,
bei dem der Rotor einem magnetischen Drehfeld im Stator folgt. Der Rotor ist
dabei der an der Achse befestigte Teil, der von den Stator-Spulen umgeben ist.
Im Gegensatz zu einem Wechselstromsynchronmotor werden beim Schrittmotor
aber die Spulen durch getaktete Spannungen versorgt. So ist es möglich, den
Motor um einen Schritt oder ein Vielfaches davon drehen zu lassen und dies in
beide Richtungen. |
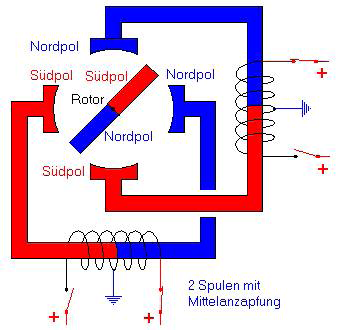
Abbildung: Vereinfachtes Prinzip Schrittmotor (unipolar) - Quelle: Der Schrittmotor - Back (2003) S. 2
|
In Abbildung 11 ist der Aufbau der Stator-Zangen und eines zweipoligen Rotors
gezeigt. Der abgebildete Schrittmotor ist ein Permanentmagnetschrittmotor, also
mit dauermagnetischem Rotor. Die Statorzangen sind unipolar aufgebaut.
Hierbei werden die vier Statorpole von den beiden Spulen mit Mittelanzapfung
ummagnetisiert. Hierfür wird die Versorgungsspannung von der einen
Spulenhälfte zur anderen umgeschaltet, wobei die Mittelanzapfung auf
Massepotenzial liegt. So wird der Rotorpol also jeweils von einem Statorpol
angezogen. Es ergeben sich 4 Schritte pro Umdrehung.
Die im HP-Plotter verbauten Schrittmotoren sind allerdings bipolar angesteuerte
Motoren. Bei diesen hat die Spule keine Mittelanzapfung. Hier wird die Spule
jeweils umgepolt, um einen Schritt weiter zu drehen. |
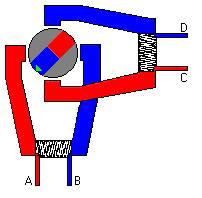
Abbildung: Vereinfachtes Prinzip Schrittmotor (bipolar) - Quelle: Der Schrittmotor - Back (2003) S. 11
|
Die in der Abbildung gezeigte Bezeichnung der vier Anschlüsse ist allerdings
unüblich. In der Regel werden sie mit A und /A beziehungsweise B und /B für
die beiden Spulen gekennzeichnet.
Im Gegensatz zum Permanentmagnetschrittmotor ist der Rotor beim
Reluktanzschrittmotor aus einem gezahnten Eisenkern gefertigt. Hier wird
jeweils ein Zahn von einem Zahn des ebenfalls gezahnten Stators angezogen.
Solche Schrittmotoren lassen sich leicht identifizieren, da bei ausgeschaltetem
Strom beim Drehen der Achse keine Rastung vorhanden ist.
Der mittlerweile gängigste Typ von Schrittmotoren ist der Hybridschrittmotor.
Hier besteht der Rotor aus einem Dauermagneten mit zwei jeweils einen halben
Schritt zueinander versetzten Zahnkränzen und einem gezahnten Stator. So
werden die Vorteile beider Bauarten vereint.
Zusätzlich zu den erwähnten Vollschritten ist es ebenfalls möglich, den Rotor
durch Abstoßung zwischen den Stator-Spulen zu positionieren. Hierbei wird
dann von Halbschrittbetrieb gesprochen. Diese Zwischenschritte lassen sich je
nach Treiber immer feiner auflösen. In diesen Fällen wird dann von Viertel-,
Achtel-, Sechzehntelschrittbetrieb und so weiter gesprochen. Oft werden die
feiner aufgelösten Schritte dann unter dem Begriff Mikroschrittbetrieb
zusammengefasst.
Vgl. Schrittmotoren (Einführung) - Matthes (2007) S. 1 - 5 |
Schrittmotortreiber
|
| Der Schrittmotortreiber ist das Bindeglied zwischen der Steuerung und dem
anzusteuernden Schrittmotor. An ihn werden die Spulen des Schrittmotors, die
Versorgungsspannung und die von der Steuerung kommenden Signale
angeschlossen.
Aus der Steuerung kommen hierfür ein Takt- und ein Richtungs- sowie ein
Freigabesignal. Der Treiber liefert unter Umständen einen Readystatus zurück. |
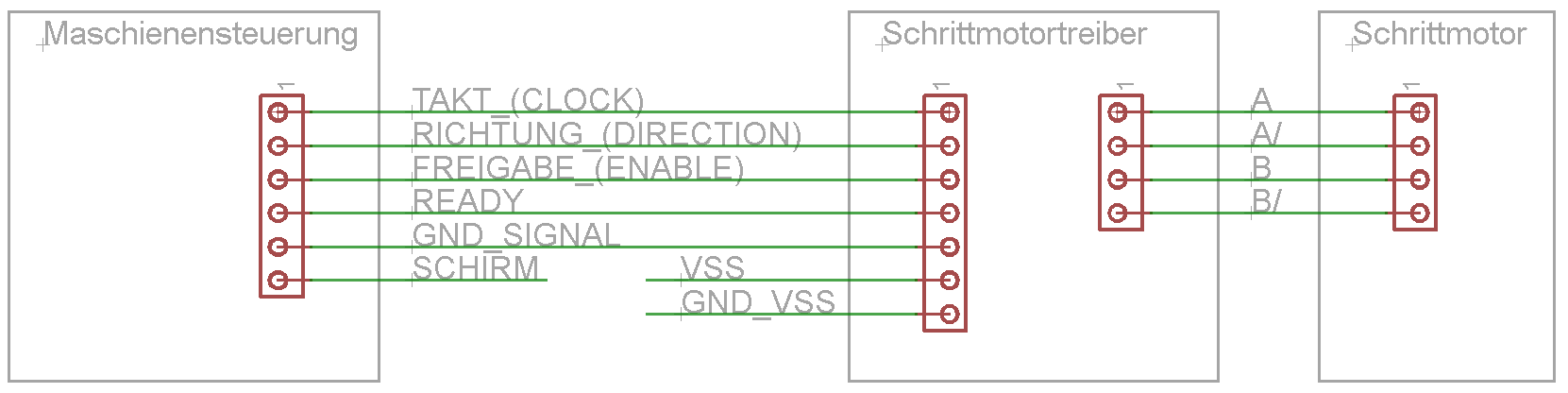
Abbildung: Beispielschaltplan Motortreiber
|
Der Takt (clock) ist ein Rechtecksignal, wobei entweder die positiven oder
negativen Flanken je einen Schritt bedeuten, welche der Flanken genutzt wird
ist abhängig vom verwendeten Motortreiber. Steigt also die Frequenz, so steigt
die Anzahl der Schritte pro Sekunde und damit die Drehgeschwindigkeit.
Umgekehrt gilt: Sinkt die Anzahl der Flanken, so sinkt die Drehgeschwindigkeit,
also die Umpolungen der Spulen. Das Richtungssignal (direction) ist je nach
Drehrichtung entweder high oder low. Ändert sich der Pegel, ändert sich die
Drehrichtung. Mittels des Freigabesignals (enable) wird dem Motortreiber
mitgeteilt, ob der Motor zu bestromen ist. Hier kann im Treiber noch eine
Stromabsenkung im Ruhezustand greifen, die den abgegeben Strom senkt,
wenn kein Taktsignal, also keine Bewegung, vorliegt. Der Ready-Status meldet
an die Steuerung, dass der Treiber bereit ist und keine detektierten Fehler wie
Überhitzung, Überstrom, Unter- oder Überspannung vorliegen.
Es gibt unter Umständen noch weitere Signale wie zum Beispiel ein
Indexsignal. Auf diese wird nicht näher eingegangen, da sie bei der Umrüstung
nicht vorhanden sind.
Vgl. Schrittmotoren (Einführung) - Matthes (2007) S. 5 - 27 |
|
| Zum Gravieren und für einfache Fräsarbeiten kommen in der Regel
Dreiachsenmaschinen zum Einsatz. Diese können das Werkzeug in der X- und
Y-Achse gegen das Werkstück oder umgekehrt verfahren. Die dritte Achse, die
Z-Achse, bewegt das Werkzeug auf und ab. Ist dies aufgrund eines
werkzeuglosen Fertigungsprozesses zum Beispiel bei einfachen Lasern und
Wasserstrahlschneidern nicht notwendig, so spricht man von einer
Zweiachsenmaschine. Hier wird dann nur an den richtigen Stellen die
Werkzeugbearbeitung ein- und ausgeschaltet. Zwar wird bei dem verwendeten
Plotter der Stift gehoben und gesenkt, er kann aber nur zwei Positionen
einnehmen. Er befindet sich entweder in der Zeichenposition oder nicht. So ist
hier ebenfalls keine Z-Achse vorhanden. Demzufolge handelt es sich hier
ebenfalls um eine Zweiachsenmaschine. |
Referenzfahrt
|
| Wird eine solche Maschine eingeschaltet, so ist die Werkzeugposition der
Steuerung nicht bekannt. Sie kennt lediglich die in den Achsen maximal
fahrbaren Wege. Um nun eine bestimmte Position anzufahren, ist es notwendig
einen der beiden Fahrwegsendpunkte pro Achse anzufahren und dies gemeldet
zu bekommen. Dieser Ablauf wird als Referenzfahrt bezeichnet. Hierbei ist der
Steuerung bekannt, an welchem Ende des jeweiligen Fahrwegs sich eine
Schalter befindet, der das Erreichen meldet. Aufgrund von möglichen
Werkzeugbeschädigungen fährt die Z-Achse aus dem Werkstückbereich, also
meistens nach oben, in einen Referenzschalter. In den beiden anderen Achsen
gibt es meist keinen bestimmten Grund dafür, welches Fahrwegsende mit
einem Schalter versehen ist. Aber fast alle Maschinen haben die
Referenzschalter für die X-Achse links und für die Y-Achse oben. Daraus folgt,
dass das Werkzeug beziehungsweise dessen Halterung sich nach erfolgreicher
Referenzfahrt oben links im Arbeitsbereich befindet. Dies ist bei dem HP-Plotter
allerdings anders. Auf dessen Referenzfahrt wird unter der Realisierung noch näher
eingegangen. Dieser Referenzpunkt entspricht aber nicht dem Nullpunkt, des
Arbeitsbereichs. Dieser befindet sich im Normalfall unten links. |
|
| Die BES/S4 wurde als kompakte Alternative zur modular aufgebauten BES/C
von der BES GmbH entwickelt. Die BES/C steuert je nach Ausbaustufe 2 bis 8
Achsen aus Schritt-, Servo- und SERCOS III - Motoren an. Da dies bei vielen
Maschinen nicht benötigt wird und der Platz in den Einbauschächten oft
begrenzt ist, wurde die BES/S4 entwickelt. |

Abbildung: BES/S4 Ansicht von oben auf Maschinenanschlussfelder
|
Diese bietet kostengünstiger die Möglichkeit, 4 Schrittmotorachsen oder 8
SERCOS III Achsen anzusprechen, die auch gemischt werden können. Neben
den Achsen bietet sie 9 freie Sensor-Eingänge und 12 freie Schaltausgänge
und direkte Ausgänge für eine Werkzeugspindel.
Durch das direkte Einstecken der Verbindungen in die Steuerung verursacht sie
geringeren Verdrahtungsaufwand, da zum Beispiel die End- und
Referenzschalterleitungen direkt in die Steckverbinder eingeschraubt werden
können. Die angeschlossen Komponenten können direkt mit den 24V
Betriebsspannung versorgt werden. Anpassungen an verschiedene
Übersetzungen und Motoren können über ein Konfigurationsprogramm
eingestellt und dauerhaft gespeichert werden. Von den so entstehenden
Parametersätzen können auch mehrere in der Steuerung gespeichert werden
und bei Bedarf oder zu Testzwecken gewechselt, ausgelesen und verändert
werden.
Mit ihr können auch direkt Werkzeugwechsler und Antaster betrieben werden.
So sind zum Beispiel einfache 3D-Abtastungen möglich. Außerdem ist es
möglich den Vorschub und die Spindeldrehzahl während des laufenden Betriebs
zu korrigieren. |
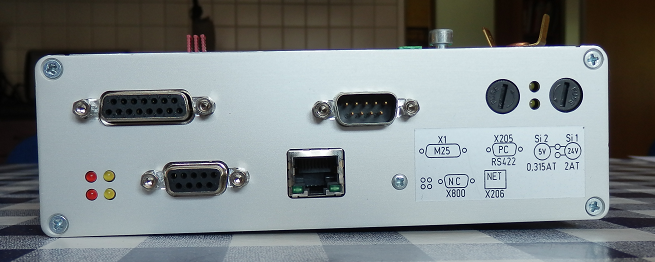
Abbildung: BES/S4 Ansicht von rechts
|
Die Kommunikation mit dem PC ist über Netzwerk- oder eine schnelle und
störsichere RS-422 Schnittstelle möglich. Die Steuerung selbst verfügt über
einen 32-Bit Coldfire Prozessor.
Vgl. Die Maschinensteuerungen BES/C und BES/S4 – Gerdes (2006 - 2013) - http://www.bes-gmbh.de/bes-c.htm |
Maschinentastatur BES/M25
|
| Die Maschinensteuerung BES/M25 fungiert als Bedienwerkzeug für die BES/S4
und BES/C. |

Abbildung: BES/M25 Draufsicht
|
Sie dient zum Handverfahren, zur Anzeige der aktuellen Maschinendaten (zum
Beispiel Position der Achsen, Vorschub und Spindeldrehzahl) und zum
Beeinflussen dieser. Auch können mit ihr Werkstückteile (zum Beispiel bei
Werkzeugbruch) wiederholt und die Graviertiefe beeinflusst werden. Dies wird
durch Tasten und ein LCD-Display ermöglicht. Über dieses können auch 10
Maschinenfunktionen beeinflusst und angezeigt werden, zum Beispiel eine
Absaugung, Kühlmittel und ähnliches. Die Namen der Funktionen werden als
Text angezeigt.
Vgl. Die Maschinentastatur BES/M25 – Gerdes (2008-2013) - http://www.bes-gmbh.de/m25.htm |
|
| BESgrav ist eine von der BES GmbH entwickelte Fräs- und Graviersoftware für
Microsoft Windows Betriebssysteme. Sie wird seit der Erstveröffentlichung
laufend weiterentwickelt, erweitert und aktualisiert. |
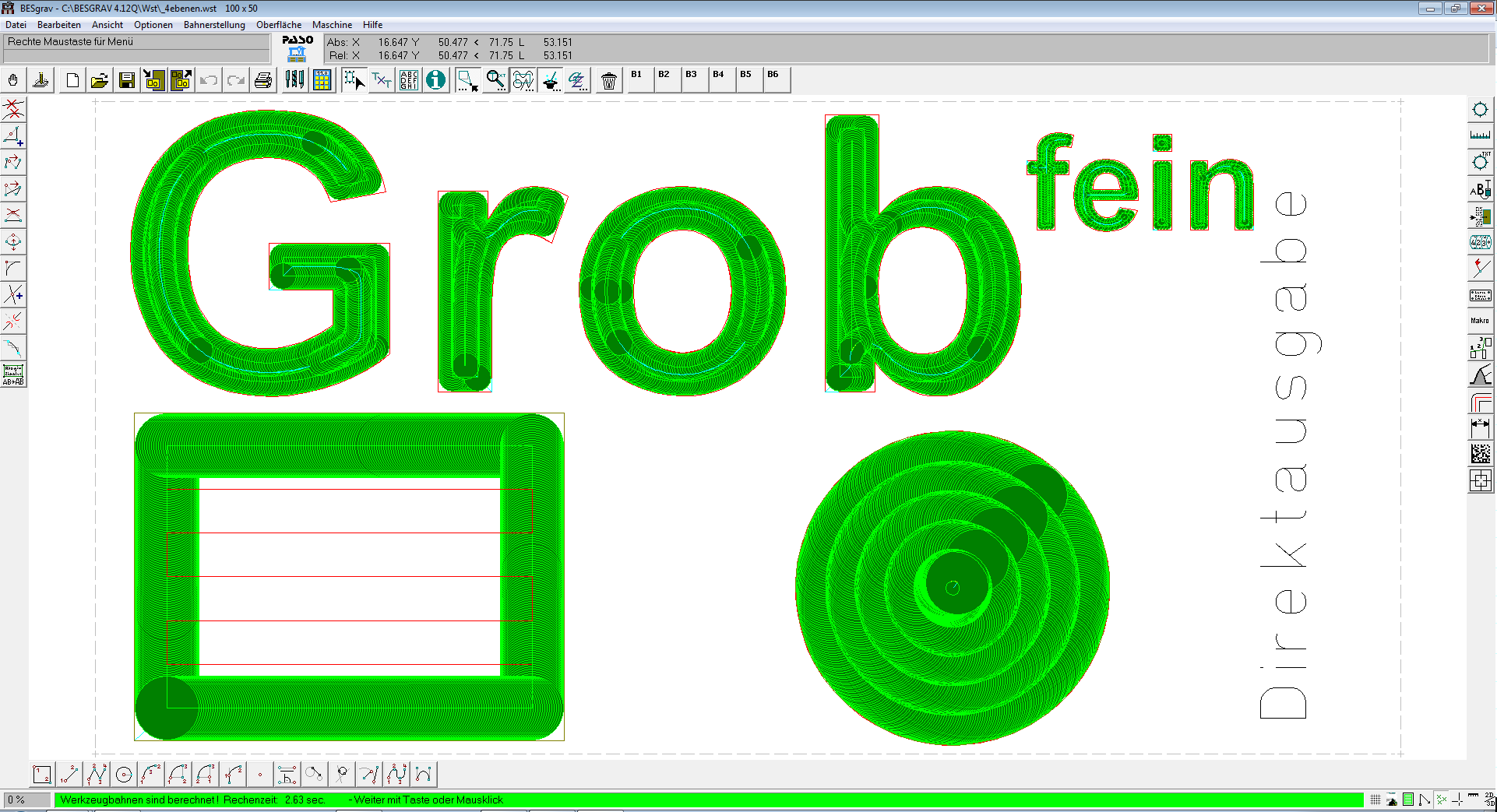
Abbildung: BESgrav Hauptfenster mit berechnetem 2D-Werkstück
|
BESgrav wurde komplett neu direkt für das Gravieren und Fräsen entwickelt.
Alle Funktionen bis auf einen optionalen 3D-Simulator sind in einem
Hauptfenster vereint. Neben den für eine CAD Umgebung wichtigen
Funktionen, wie exakte Positionierung und Größe der verschiedenen Elemente,
Rastereinblendungen und so weiter, bietet sie viele flexible Möglichkeiten der
Schnittstellenanpassung und -beeinflussung, sodass sie direkt mit vielen
verschiedenen Maschinen kommunizieren kann.
Zusätzlich zu der direkten Eingabe und Zeichnung von Schriften und Objekten
über Maus und/oder Tastatur besteht die Möglichkeit, Formate zu importieren
und die Option der Programmierung über klassische Befehle nach DIN 66025.
Es können zum Beispiel 2D-Daten über das DXF-Datenformat und 3D-Daten
über STL oder VRML importiert werden. Außerdem können auch
Bauteilpositionen und Leiterplattenabmessungen von Layout Systemen wie
EAGLE übernommen werden, um Fräsarbeiten an Leiterplatten durchzuführen.
Bei der Werkzeugbahnberechnung, in Abbildung 17 die grün gekennzeichneten
Bereiche, wird dabei zwischen Geraden und Kreisbögen unterschieden. Es
findet keine Annäherung von Kreisbögen durch kleine Geradenstücke statt, was
zu einer exakten Wiedergabe der Vorgaben führt.
Es sind mit BESgrav nicht nur 3D-Abtastungen in rechteckigen Bereichen,
sondern auch nur in bestimmten Bereichen, die durch beliebige Konturen
vorgegeben sind, möglich. So ist bei rotationssymmetrischen Körpern, wie zum
Beispiel Felgen, eine schnelle und effiziente Abtastung möglich, es reicht eine
Abtastlinie. Besonders hervorzuheben ist bei BESgrav als spezieller
Graviersoftware die automatisierte Erstellung und Berechnung von Konturdaten
durch die Makrotechnik. Hierdurch können mehrlinige Zeichensätze direkt aus
Outline-Schriften erzeugt und Schriften mit geänderten Stegbreiten aus einer
Grundschrift erstellt werden. Dies ermöglicht selbst bei seltenen Schriften wie
Runen die automatische Erstellung einer mehrlinigen Gravurschrift aus
TrueType- oder PostScript- (OpenType) Schriften. Es gibt noch eine ganze
Reihe weiterer Funktionen, die die Bearbeitung von Zeichnungen oder
Werkstücken erleichtern, wie automatische Stegerstellung,
Bearbeitungszeitberechnung, 3D-Simulation der Maschinenbearbeitung und
viele Sonderfunktionen für Spezialanwendungen.
Vgl. BESgrav die Graviersoftware – Gerdes (1993-2013) - http://www.bes-gmbh.de/besgrav.htm |